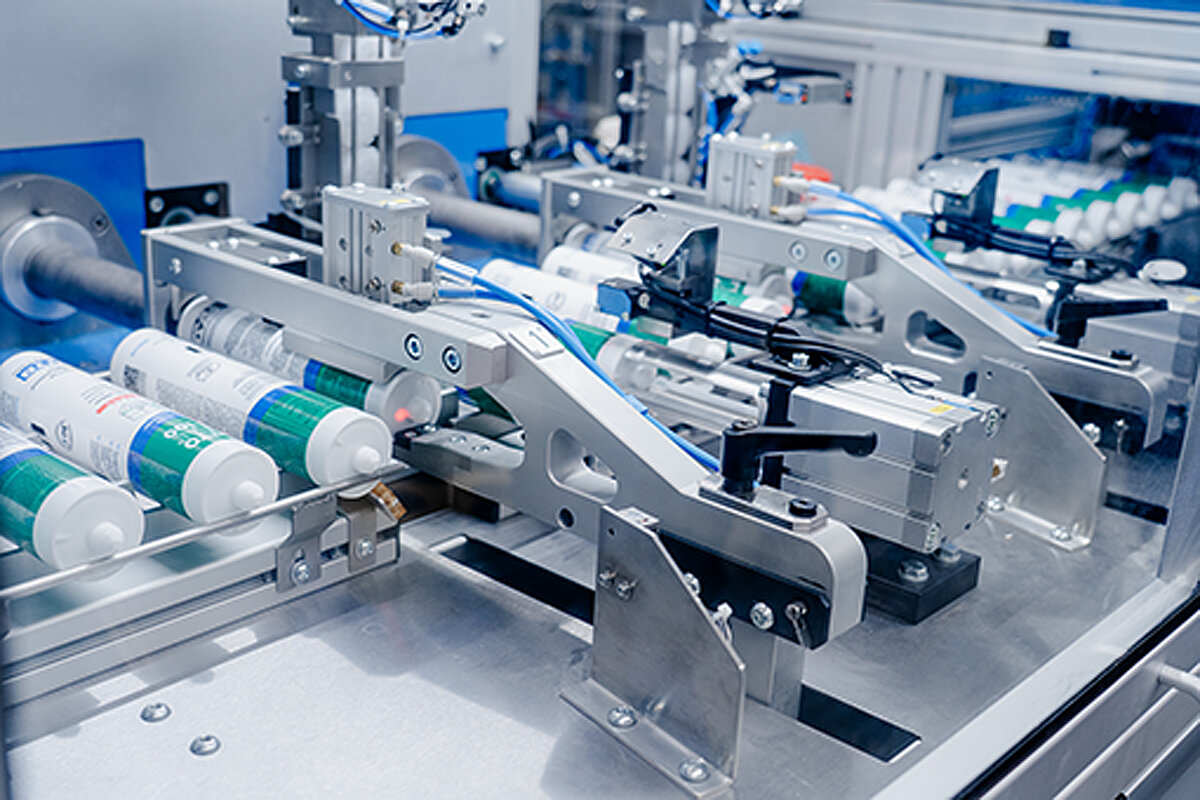
Nach der Erweiterung der Anlagenstruktur am Otto Standort Kaltenbrunn werden ab sofort zwei Abfülllinien parallel betrieben. Dieser strategisch be-deutsame Schritt senkt laut Unternehmen nicht nur die Abhängigkeit von ei-ner einzelnen Linie, sondern erhöht auch deutlich die Produktionskapazität. Die neue Fertigungslinie ist speziell für Standardprodukte ausgelegt; aktuell werden hier das Premium-Sanitär-Silikon »Ottoseal S 100« und das Sanitär-Silikon »Ottoseal S 105« gefertigt – zwei Dichtstoffe, die sich durch ihre große Farbvielfalt auszeichnen. Das zentrale Element der Anlagenarchitektur ist eine neue Einfärbe-Technologie: Erstmals lassen sich die Produkte voll-automatisch auf Basis der Otto Farben produzieren, indem die gewünschte Farbe direkt inline erzeugt und unmittelbar an der Abfülllinie eingefärbt wird, heißt es in einer Mitteilung des Unternehmens. So würden Farbwünsche schnell und zuverlässig in gewohnt hoher Otto Qualität erfüllt werden kön-nen: ein entscheidender Beitrag zur Wettbewerbsfähigkeit und Kundenzu-friedenheit am Markt. Gleichzeitig schaffe die Automatisierung an anderer Stelle Freiräume, um kundenspezifische Produkte und Sonderlösungen um-zusetzen.
Mehr Effizienz, weniger Emissionen
Auch bei Prozessqualität und Nachhaltigkeit setzt die zweite Abfülllinie laut Otto neue Maßstäbe: Die hohe Redundanz sorge für maximale Versor-gungssicherheit in Lieferketten. Ressourcenschonende Prozesse mit hoher Energieeffizienz, geringerem Reinigungsmittelbedarf und deutlich reduzierten Emissionen unterstütze die Nachhaltigkeitsziele. Digitale, reproduzierbare Abläufe sorgen laut Otto für gleichbleibend hohe Qualität. Nicht zuletzt er-mögliche es die hohe Flexibilität, schnell auf individuelle Anforderungen zu reagieren. Die neue Produktionslinie erhöhe nicht nur die Kapazität, sondern liefere auch eine bessere, noch konsistentere Produktqualität. Gleichzeitig reduziere sie Abfälle und Emissionen.












